
Why Choose Apollo as Your Wire Rope Hoist Manufacturer
Apollo has built its name in the industrial lifting sector through decades of steady engineering and manufacturing quality. The company’s focus on wire rope hoists for steel structure and warehouse projects has placed it as a trusted OEM supplier for global contractors and equipment distributors.
With solid expertise in OEM customization and bulk orders, Apollo delivers hoisting systems that match project needs closely. The brand’s method follows standards seen in industry leaders. It offers both technical accuracy and flexible production capacity.
Apollo offers comprehensive customization options, including brand customization as well as functional modifications such as explosion-proof, dust-proof, rain-proof, frequency conversion, and two-speed configurations. This broad range demonstrates the company’s capability to address complex industrial demands effectively.
Factory-direct support also means B2B clients gain from lower procurement costs and quicker delivery cycles. Picking the right manufacturer supports better performance and long-term industrial ROI.
Product Range and Technical Specifications
Apollo puts out different wire rope hoists for various lifting tasks.
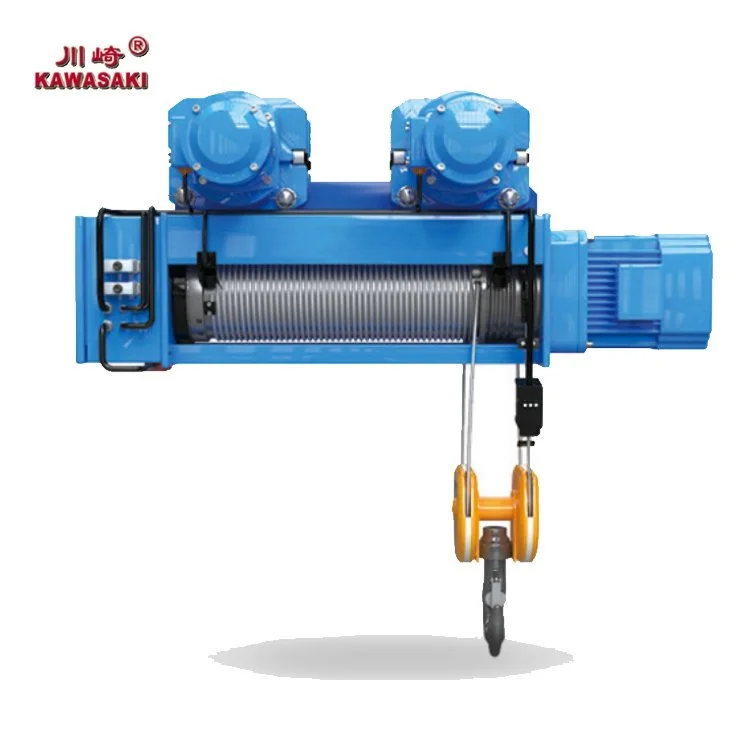
Standard Wire Rope Hoists
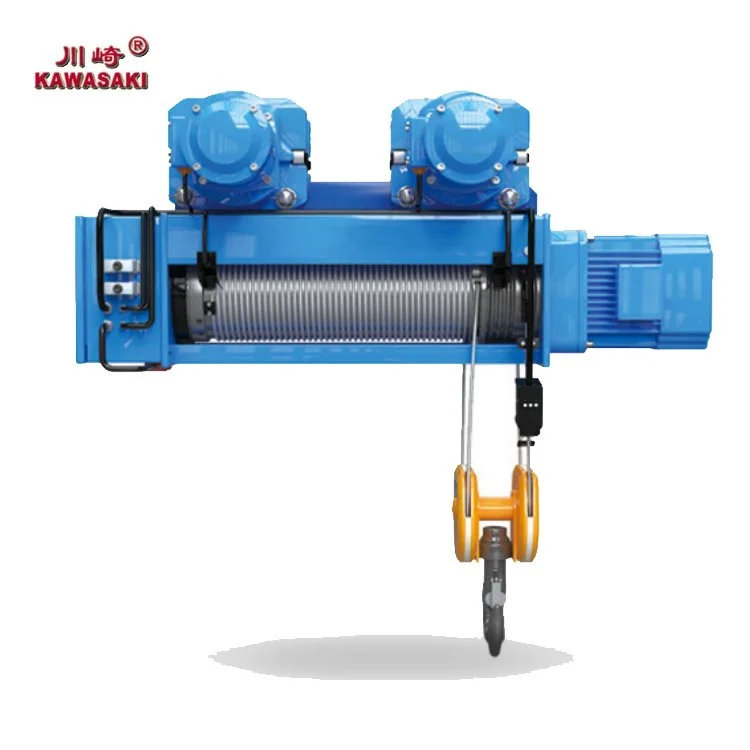
Standard models cover most common lifting work. Lifting capacity runs from 0.5 tons to 20 tons. Buyers pick motor power, speed, and voltage from 110V single phase up to 575V three phase to fit site power.
Rope diameter, chain type, and hook design come in several options. These details help match the hoist to actual beam sizes and load shapes on site. Basic safety parts like overload protection and limit switches are included in most units.
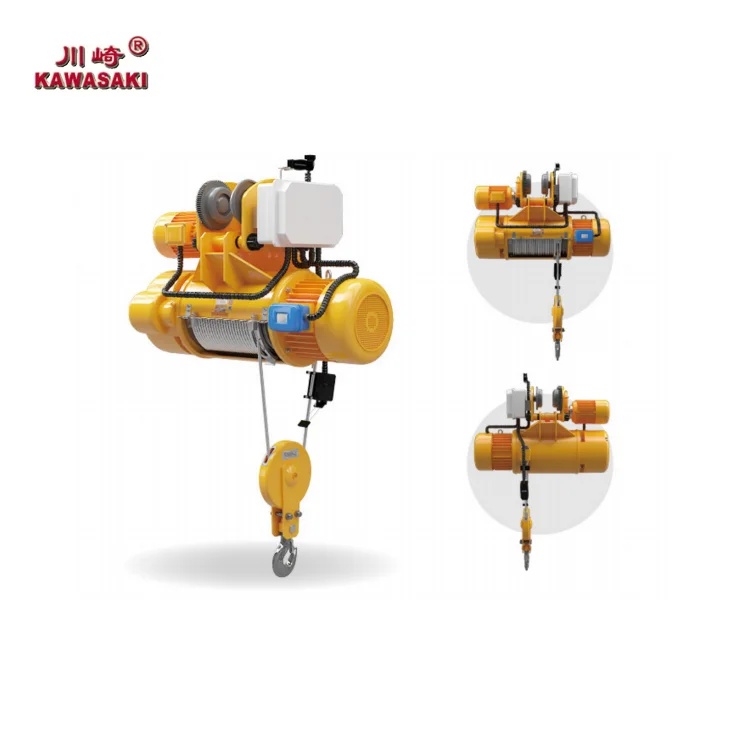
Custom and Heavy-Duty Hoists
For steel structure work or tall warehouse storage, Apollo makes custom and heavy-duty versions. These can have dual speed motors, extra rust protection, or special setups for tough conditions.
Buyers sometimes add beam trolleys, remote controls, or stronger overload systems. This way the hoist fits the exact job instead of making do with standard models.
| Specification | Standard Range | Custom Options |
| Lifting Capacity | 0.5 – 20 tons | Project specific needs |
| Lifting Speed | Single or dual speed | Variable frequency available |
| Voltage | 110V – 575V | Matched to site power |
| Rope & Hook | Standard grades | Reinforced for heavy use |
OEM Services and Bulk Orders
Apollo’s OEM services go beyond simple branding. Each wire rope hoist can be fully tailored from function to finish. Options include:
- Logo printing or branding on equipment housings
- Custom packaging designs for retail or export markets
- Surface treatments such as spray painting, electroplating, or oxidation finishes
Packaging customization: Customize the packaging method of electric hoist according to customer needs
The company maintains a minimum order quantity (MOQ) of 50 units for customized models while supporting large-scale production runs up to 5,000 units per month efficiently.
The RFQ process stays straightforward. Clients submit design requirements, receive detailed quotations within days, then move through prototype approval before mass production begins. By offering tailored OEM solutions, Apollo simplifies procurement for industrial projects.
Quality Assurance and Certifications
Every Apollo wire rope hoist undergoes rigorous inspection before shipment. The factory performs full assembly verification, load performance testing, and safety checks on all electrical components.
Apollo holds ISO9001, CE, and GS certifications. These help buyers in different markets feel confident about safety requirements. Motors and brakes get extra attention since they see the most daily wear.
Warranty usually covers one year. Spare parts stay available and technical help is there when needed. Many buyers say consistent quality across bulk orders cuts down on site problems later.
Applications in Steel Structure and Warehouse Projects
Apollo wire rope hoists see wide use across heavy industries where precision lifting matters most:
| Industry | Typical Use Case |
| Steel Structure Fabrication | Beam assembly, column positioning |
| Warehousing & Logistics | Pallet handling, mezzanine loading |
| Construction | Lifting rebar bundles or prefabricated panels |
| Ports & Shipyards | Container maintenance operations |
Integration with cranes such as single-girder overhead systems or gantry cranes works well thanks to modular mounting options.
Real-world case studies include bulk orders supplied to Southeast Asian steel fabricators where Apollo’s custom voltage configuration (three-phase 440V) met local grid requirements while maintaining high lifting efficiency.
Practical applications demonstrate the versatility and industrial value of Apollo hoists.
Ordering Process, Delivery, and Lead Time
The ordering workflow stays streamlined for both domestic distributors and international contractors:
- Inquiry submission through Apollo’s sales portal
- RFQ review by engineering team
- Customization confirmation (capacity, color, voltage)
- Production scheduling
- Final inspection & shipping arrangement
Standard wire rope hoists typically ship within 2–4 weeks, while fully customized OEM orders may take 4–8 weeks depending on complexity and volume.
Shipping options include sea freight (FOB/CIF), air cargo for urgent deliveries, or consolidated container shipping for bulk orders destined for multiple project sites.
Efficient delivery helps industrial projects stay on schedule.
Conclusion
Apollo proves to be the dependable choice in custom wire rope hoists due to its technical prowess along with OEM services and bulk orders. Whether it’s a steel structure or a warehouse automation system, all products are assured of certified quality along with after-sales service. Reach out to Apollo right now to discuss your project requirements and get a competitive quote for wire rope hoist solutions.
FAQ
Q1: What range of lifting capacity do Apollo wire rope hoists have?
A: Apollo wire rope hoists provide the option of lifting capacity between 0.5 to 20 tons, with options for higher loads in custom configurations.
Q2: Does Apollo offer customization options for wire rope hoists based on industrial projects?
A: Yes, as a seasoned OEM manufacturer Apollo offers customization services in the form of branding, custom attachments, and performance changes among others for bulk purchases.
Q3: What industries commonly use Apollo wire rope hoists?
A: Apollo wire rope hoists are widely applied in steel structure projects, warehouses, manufacturing plants, ports, and construction sites.
Q4: How long does it take to deliver bulk OEM orders?
A: Standard wire rope hoist models usually ship in 2–4 weeks while custom bulk orders take approximately 4–8 weeks depending on specifications.
Q5: Are Apollo hoists tested for safety and durability before shipment?
A: Yes, each Apollo wire rope hoist undergoes full assembly inspection, load performance testing, and certified safety checks prior to delivery.



